
Wij proberen een rondje/cilinder te printen maar de print wordt hoekig, als we simply model aanklikken zie je ook dat een rondje is opgebouwd uit triangels welke de printer volgt. Wi denken dat hierdoor geen mooi ronde cilinder geprint kan worden.
Is er een manier om dit te verhelpen zodat het aanzicht wel mooi rond en egaal wordt.
rond is niet rond maar hoekig help!!
rond is niet rond maar hoekig help!!
-
Ch3vr0n

- Site Admin
- Berichten: 810
- Lid geworden op: 24/09/22, 12:27
- Locatie: Op m'n achterwerk
- Contacteer:

Da's voornamelijk te wijten aan 2 dingen. De resolutie van het model is niet hoog genoeg. Een model bestaat inderdaad uit driehoeken wat ervoor zorgt dat een cirkel inderdaad uit allemaal lijnen bestaat. Hoe meer facetten/hoger de resolutie, hoe 'ronder' de printer/slicer de cirkel kan maken door de vele lijnen.
Een andere optie is firmware op de printer hebben die ARC mode ondersteund, en dan zij het effectief bogen op basis van begin en eindpunt en een radius.
Sent from my Pixel 7 Pro using Tapatalk
Een andere optie is firmware op de printer hebben die ARC mode ondersteund, en dan zij het effectief bogen op basis van begin en eindpunt en een radius.
Sent from my Pixel 7 Pro using Tapatalk
Creality CR-10 Max met Bondtech DDX v3 & Slice Engineering mosquito magnum hotend
* aansturing via klipper op een Raspberry PI 5, BigTreeTech SKR Mini E3 v3 & EBB42 v1.2.
* to-do: heatbed isolatie, x-as belt tensioner, dubbele y-as riem synchronisatie
Bambulab X1C + 4 AMS
Anycubic Photon M3 Plus & Wash & Cure 2.0
* Resins: Anycubic & Phrozen
* aansturing via klipper op een Raspberry PI 5, BigTreeTech SKR Mini E3 v3 & EBB42 v1.2.
* to-do: heatbed isolatie, x-as belt tensioner, dubbele y-as riem synchronisatie
Bambulab X1C + 4 AMS
Anycubic Photon M3 Plus & Wash & Cure 2.0
* Resins: Anycubic & Phrozen

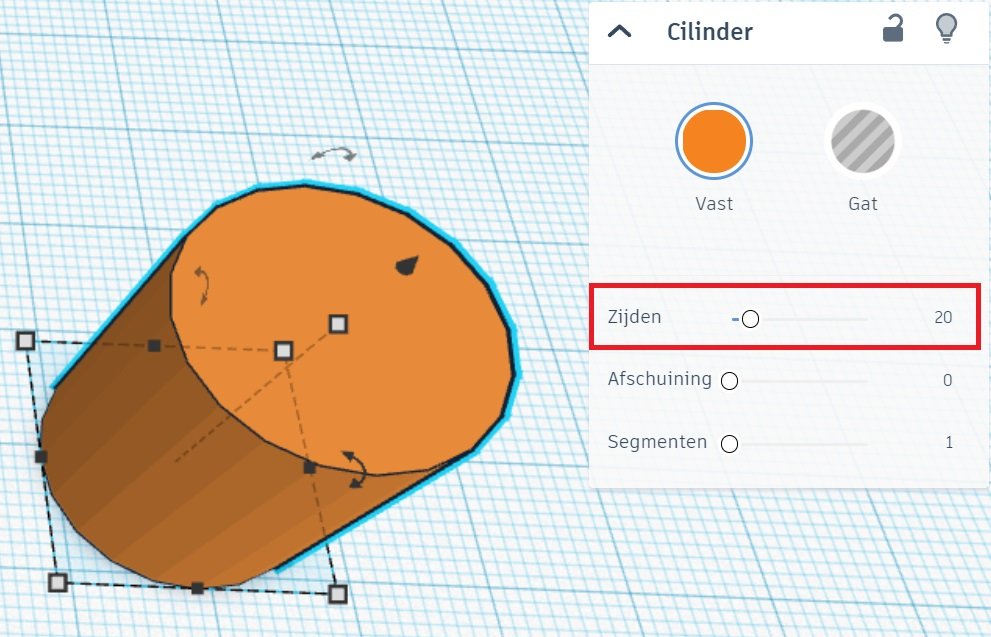
Hieronder een voorbeeld zoals het in Tinkercad werkt..
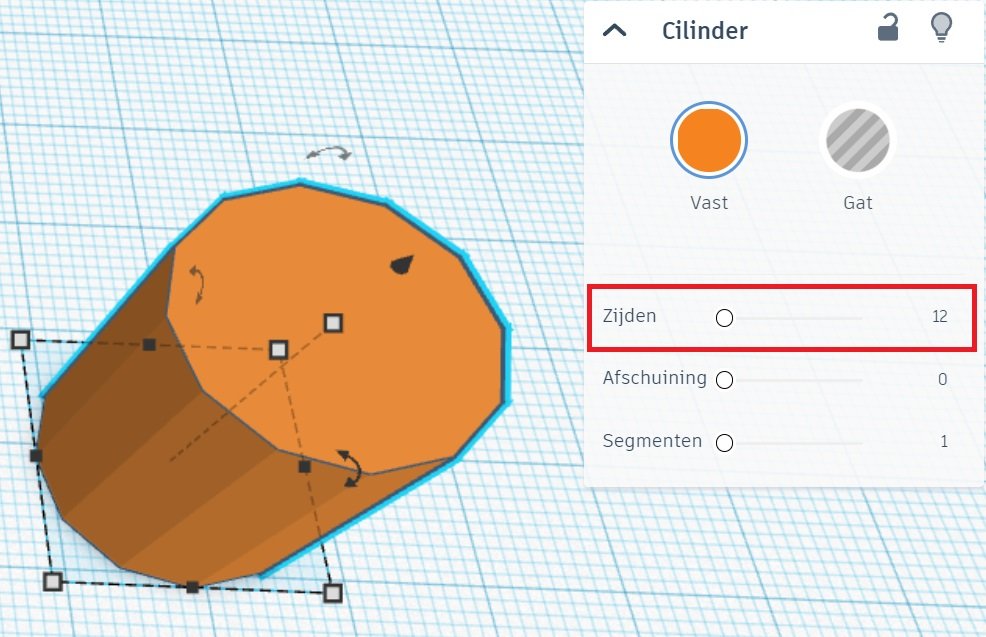
1. start met 20 zijden.
2. Minimale aantal van 12 zijden.
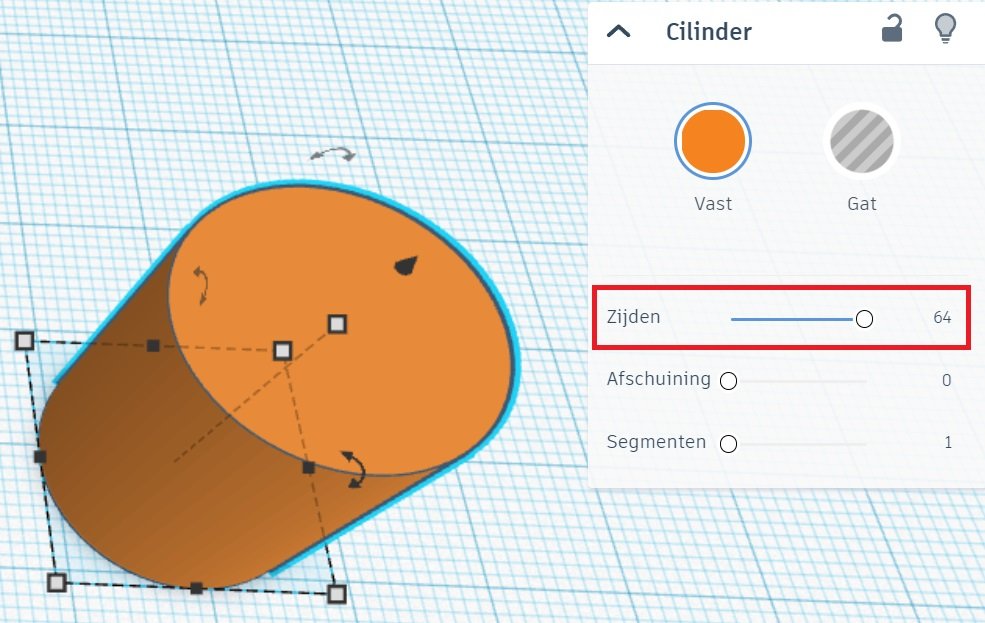
3. maximale aantal van 64 zijden.
1. start met 20 zijden.
2. Minimale aantal van 12 zijden.
3. maximale aantal van 64 zijden.
TwoTrees Sapphire Plus - Anycubic Deltaprinter
-
Ch3vr0n
- Site Admin
- Berichten: 810
- Lid geworden op: 24/09/22, 12:27
- Locatie: Op m'n achterwerk
- Contacteer:
Al lijkt het rond, op zich is 64 zijden ook nog tamelijk beperkt maar het is pakken better dan 12 of 20 ^^
Creality CR-10 Max met Bondtech DDX v3 & Slice Engineering mosquito magnum hotend
* aansturing via klipper op een Raspberry PI 5, BigTreeTech SKR Mini E3 v3 & EBB42 v1.2.
* to-do: heatbed isolatie, x-as belt tensioner, dubbele y-as riem synchronisatie
Bambulab X1C + 4 AMS
Anycubic Photon M3 Plus & Wash & Cure 2.0
* Resins: Anycubic & Phrozen
* aansturing via klipper op een Raspberry PI 5, BigTreeTech SKR Mini E3 v3 & EBB42 v1.2.
* to-do: heatbed isolatie, x-as belt tensioner, dubbele y-as riem synchronisatie
Bambulab X1C + 4 AMS
Anycubic Photon M3 Plus & Wash & Cure 2.0
* Resins: Anycubic & Phrozen
64 is in Tinkercad de maximale instelling. Ik heb dit slechts als voorbeeld gebruikt. In andere 3-d tekenprogramma's heb je uitgebreidere mogelijkheden. Maar eenvoudig beginnen kan voor de beeldvorming geen kwaad lijkt me.
TwoTrees Sapphire Plus - Anycubic Deltaprinter
-
PrintEngineer
- Berichten: 560
- Lid geworden op: 16/01/23, 12:38

Als je in Tinkercad de zoekfunctie gebruikt en daar 'smooth cilinder" als zoekterm ingeeft krijg een (teken technisch) zuiver ronde cilinder. Hiermee kan je een echt ronde cilinder tekenen, maar de printer kan zelf ook niet zuiver rond printen.
Een stappenmotor maakt zoals de naam al doet vermoeden stapjes en draait dus niet continu. Met het blote oog lijkt het misschien wel alsof de motor continu draait, alleen zien je ogen de momenten waarop de motor even stilstaat niet. Een gemiddelde 3D printer is uitgerust met 1.8°/200 stappen motoren. Dat betekend dat 1 volledige omwenteling uit 200 kleine stapjes bestaat. Om een ronde beweging te kunnen maken heb je dus minimaal twee assen en twee stappenmotoren nodig die elk afzonderlijk worden aangestuurd.
De beweging van beide assen staan haaks op elkaar en elke motor maakt daarom om beurt een stapje. De printer maakt dus veel kleine haakse hoeken in rap tempo achter elkaar. De stapjes zijn heel klein waardoor het bijna niet opvalt, maar houd een geprinte cilinder maar eens goed tegen het licht. Dan je zie je precies wat ik bedoel met een 3D printer kan (door de gebruikte techniek) geen zuiver ronde vormen produceren
Een stappenmotor maakt zoals de naam al doet vermoeden stapjes en draait dus niet continu. Met het blote oog lijkt het misschien wel alsof de motor continu draait, alleen zien je ogen de momenten waarop de motor even stilstaat niet. Een gemiddelde 3D printer is uitgerust met 1.8°/200 stappen motoren. Dat betekend dat 1 volledige omwenteling uit 200 kleine stapjes bestaat. Om een ronde beweging te kunnen maken heb je dus minimaal twee assen en twee stappenmotoren nodig die elk afzonderlijk worden aangestuurd.
De beweging van beide assen staan haaks op elkaar en elke motor maakt daarom om beurt een stapje. De printer maakt dus veel kleine haakse hoeken in rap tempo achter elkaar. De stapjes zijn heel klein waardoor het bijna niet opvalt, maar houd een geprinte cilinder maar eens goed tegen het licht. Dan je zie je precies wat ik bedoel met een 3D printer kan (door de gebruikte techniek) geen zuiver ronde vormen produceren
Printen doet ik niet meer, en toch blijft het een mooie hobby
Ten eerste bedankt voor jullie snelle reactie's en uitleg.. hier zit zeer nuttige info tussen waar wij net startend zijn met het printen in 3D met filamenten.
Wij werken met fusion 360 en je ziet in het ontwerp van deze cilinder al deze rechte lijnen in de curves in de structuur terug komen, ook in de slicer software zie je deze rechte lijnen terug komen. Het vreemde van alles is dat wij elementen hebben geprint waarbij de curves wel mooi zijn dus de printers kunnen het wel denk ik dan.
Weet iemand of er binnen fusion 360 tools zijn om dit weg te poetsen of het aantal punten te vergroten zodat het minder zichtbaar is.
Wij werken met fusion 360 en je ziet in het ontwerp van deze cilinder al deze rechte lijnen in de curves in de structuur terug komen, ook in de slicer software zie je deze rechte lijnen terug komen. Het vreemde van alles is dat wij elementen hebben geprint waarbij de curves wel mooi zijn dus de printers kunnen het wel denk ik dan.
Weet iemand of er binnen fusion 360 tools zijn om dit weg te poetsen of het aantal punten te vergroten zodat het minder zichtbaar is.

?? In fusion zie je een rondje toch gewoon al rondje (pixels) en niet als vectoren (lijntjes) ?, maar wanneer er een STL/3MF van gemaakt wordt om te kunnen gebruiken in een slicer dan worden de tekeningen omgezet in een vector tekening, de resolutie kun je in fusion instellen wanneer je kies voor "save as mesh" (rechter muistoets op body), daar krijg je links de mogelijkheid te zien om te kunnen kiezen tussen STL of 3MF en tevens onder "Refinement settings" de resolutie.
Of importeren jullie een STL/3MF terug in Fusion? Dan krijg je inderdaad de lijntjes/driehoekjes te zien, maar hier kun je de resolutie dan ook niet meer van vergroten.
Groeten Hardy
Zelfbouw Ultifaker 20x20 Ramps 8 bits Marlin 1.19
Zelfbouw 3D-cube 25x25 https://www.youtube.com/watch?v=udCxjZcOA-c&t=8s
Zelfbouw CoreXY 30x30 MKS-Sgen-V2 32bits KLIPPER via CanBus
Zelfbouw Ultifaker 20x20 Ramps 8 bits Marlin 1.19
Zelfbouw 3D-cube 25x25 https://www.youtube.com/watch?v=udCxjZcOA-c&t=8s
Zelfbouw CoreXY 30x30 MKS-Sgen-V2 32bits KLIPPER via CanBus
-
NineLizards
- Berichten: 103
- Lid geworden op: 30/06/24, 18:16
Fusion exporteerd een STL. Als je de schaal goed hebt, dan worden het gewoon curves, binnen de beperkingen van je printer en de slicer.
Aan de beperkingen van de printer kun je niet veel doen, maar als daar niet het probleem ligt kun je naar het volgende kijken:
1. Exporteer naar een ander formaat. STL gaat soms mis.
2. Let op de schaal bij het importeren in de slicer.
3. Check je slicer instellingen.
Heb je een voorbeeld foto?
Aan de beperkingen van de printer kun je niet veel doen, maar als daar niet het probleem ligt kun je naar het volgende kijken:
1. Exporteer naar een ander formaat. STL gaat soms mis.
2. Let op de schaal bij het importeren in de slicer.
3. Check je slicer instellingen.
Heb je een voorbeeld foto?
Bambu Labs X1C + Ams / Dremel 3D20
Of 3MF, bij mij gaat het standaard altijd naar 3MF (kun je gewoon omzetten), maar maakt verder ook niets uit voor wat betreft de slicer
Groeten Hardy
Zelfbouw Ultifaker 20x20 Ramps 8 bits Marlin 1.19
Zelfbouw 3D-cube 25x25 https://www.youtube.com/watch?v=udCxjZcOA-c&t=8s
Zelfbouw CoreXY 30x30 MKS-Sgen-V2 32bits KLIPPER via CanBus
Zelfbouw Ultifaker 20x20 Ramps 8 bits Marlin 1.19
Zelfbouw 3D-cube 25x25 https://www.youtube.com/watch?v=udCxjZcOA-c&t=8s
Zelfbouw CoreXY 30x30 MKS-Sgen-V2 32bits KLIPPER via CanBus
Maak een account aan of log in om deel te nemen aan de discussie
Je moet lid zijn om een reactie te kunnen plaatsen
Maak een account aan
Geen lid? Registreer om lid te worden van onze community
Leden kunnen hun eigen onderwerpen starten en zich abonneren op onderwerpen
Het is gratis en duurt maar een minuut
Log in
Wie is er online
Gebruikers op dit forum: Geen geregistreerde gebruikers en 2 gasten